- 450火花机的特点和保......
- 铜公雕铣机的操作原理和......
- 650雕铣机的保养方法......
- 雕铣机650的特点和用......
- 手摇磨床的操作原理和保......
- 闭环中走丝的优点主要有......
- 闭环中走丝的操作原理和......
- 高速中走丝的优点有哪些?...
- 伺服中走丝的操作原理有......
- 伺服中走丝的操作原理有......
- 伺服中走丝有哪些特点呢?...
- 伺服中走丝与步进中走丝......
- 铜公雕铣机那个牌子好?...
- 3号铣床的操作方法和原......
- 步进中走丝线切割机床维......
- 步进中走丝和线切割中走......
- 步进中走丝的操作原理和......
- 手摇磨床的特点以及安全......
- 手摇磨床的操作原理有哪些?...
- 炮塔式4号铣床的操作方......

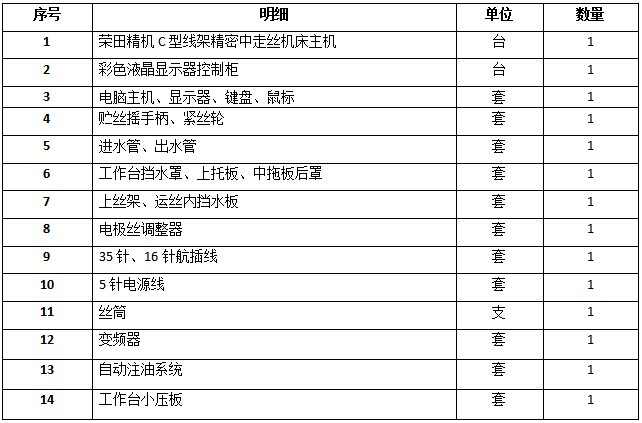
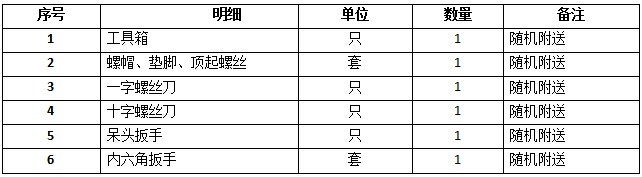
320高速步进中走丝
产品用途:该产品用于加工硬质合金等坚硬导电材料,复杂的中.小型金属零件及细微复杂的小工件切割,可完成不同的尺寸.圆锥,圆台.棱台.齿轮.上下异形等零件的切割加工.广泛适用于精密模具制造工业,汽车,兵器工业,航天航空工业,拖拉机,机电,印刷,纺职机械制造业,模具制造,教学及其它行业。
产品说明:










菲彩国际精机精密电火花线切割机床采用电极丝(钼丝、钨钼丝)作为工具电极,工作液作为介质,在高频脉冲电源的作用下,工具电极和加工工件之间形成火花放电,放电通道瞬间产生高温,使得工件表面熔化甚至气化,线切割机床通过X-Y拖板和U-V拖板的运动,使得电极丝沿着预定的轨迹运动,从而达到加工工件的目的。
该机床造型美观、结构新颖、性能优越、操作方便,同时刚性好、承重量大、运动平稳、操作安全可靠。适合加工高精度、高硬度、高韧性的导电金属模具,样板及形状复杂的零件,特别适合加工冷冲模、挤压模、塑料模、滚齿刀、精密零件(包括大锥度、等锥、不等锥、上下异形等复杂面)及大载荷和大厚度的大型模具。
菲彩国际精机高精密中走丝广泛应用于模具、电子仪器、精密机械、汽车零部件、军工等部门。配置的大锥度极大拓展了线切割机的加工范围,针对塑钢门窗异形材成型模具,铝合金门窗异形成型模具、汽车零部件、电视机、洗衣机等家用电器外壳塑成模具。

1.该系列中走丝, 它结合了慢走丝机床的设计理念,机床工作台结构采用全支撑结构(即加工中心的设计结构),全行程加厚设计,XY轴支撑导轨间距宽,全封闭防护罩,XY轴并选用台湾“上银”高精度直线导轨及台湾上银装备厂精密滚珠丝杆,保证了机床在高承载下具备运动平稳、高刚性、高精度,将机床移动精度、运丝精度、水的过滤精度达到了慢走丝的精度标准。。
2.机床铸件采用树脂砂铸件,高温退火,机械精度恒久不变;树脂砂铸件强度高,表面光滑;透气性、耐磨性与消震性好,
3.该机床 X、Y、U、V、丝筒均采用全进口高精度直线导轨及滚珠丝杆并与日本松下交流伺服电机直连,解决了传统机床采用步进驱动带来的误差,使它同慢走丝机床精度完全一致,大大提高了机床的使用寿命
4.该机床采用双向自动紧丝结构,长时间工作无需人工紧丝,特制的宝石导轮及导轮座,延长使用寿命;
5.导嘴配有自动升降装置,加工时可使它最大限度的靠近工件表面,防止切割时钼丝再次产生抖动,避免表面光洁产生条纹和线痕;大大提高了加工表面的精度及粗糙度,真正实现了无条纹高效率加工。
6.运丝机构为进口材料贴塑导轨,该技术广泛应用在加工中心上,既保证了运丝的精确性,又降低了磨擦系数,提高了丝筒运动的响应性。
7.自主开发的防水导轮组件,在防水性能上为国内领先水平,导轮轴承寿命提高2倍。
8.锥度加工机构可灵活选配,根据用户的需要,可选择±3°/100mm或±30°/100mm。
9.我司采用专用变频调速电机,在丝筒运动控制上,不仅可以实现4档调速,更重要的是在换向功能,非常有效的提高了丝筒电机的工作寿命和丝筒运转的平稳性,贮丝筒跳动量≤0.02mm.
10.配置安全保护措施:包括摇把自动弹出、断丝保护、丝筒堵转保护左右限位等。
11.高频电源振源是电加工的核心,我公司是采用美国大规格集成电路分频技术,系统集成度高,多重光电隔离对晶体振源进行分频及波形转变更加可靠,使光洁度和效率始终保持在国内的领先水平上。
12.自动供油系统确保设备各个零件长期润滑,耐磨,具有回油装置,确保设备周边干净整洁,有效的解决了操作者对机床忽略的保养习惯。

采用了基于Windows XP平台的中走丝线切割编控一体化软件RTXP,这是目前行业中唯一一款真正在Windows XP下开发的线切割专业软件;
可适用于各种运行速度块的PCI插板的新型主板。克服了原来只能用过时的带ISA槽的主板,大大地提高了控制的稳定性,大大地降低了电脑的故障率;凭借着XP强大的网络功能,可实现数据交流和远程控制;可嵌入式的控制系统,实现与AUTOCAD等多种设计软件无缝连接;
具有机械原点找寻功能从而实现了对各段螺距误差进行补偿,显著提高了机床控制的位置精度,尤其在伺服编码器闭环控制时,效果尤为突出;
具有大的数据库储存容量,软件带有专家工艺库,加工参数可随时在软件中调用,用户也可根据自己的经验调整加工参数建立数据库随时调用、增添或更改;完备的加工工艺数据库,具有加工有色金属专用高频进电装置,使材料的切割加工通行无阻:模具钢、铜、铝、硬质合金等。
高频电源控制卡和软件控制卡合二为一,避免多卡控制的准确性差异和故障点多的弊端;脉冲电源的控制参数直接由软件来控制,改善了脉冲电源输出的抗干扰能力,从而提高了加工工件的粗糙度,降低了钼丝的损耗.可选择多种脉冲电源波形适合各种加工情形,提高了切割高工件的能力;
智能化控制系统:编程、控制一体化,软件可进行多次切割编程,用户只需输入加工材料、切割厚度及要求的粗糙度,系统能自动生成最佳加工参数(包括脉宽、脉间、功放、加工电压、加工电流、跟踪速度、走丝速度等)自动加工,使系统获得更高的表面光洁度和切割效率,加工质量已接近经济性低速走丝线切割机指标。简化了控制面板上的操作按钮,将大量的按扭功能直接由软件控制来实现;
软件基本功能:五轴四联动控制,上下异面加工,变锥度加工,直线、圆弧插补功能,斜度加工功能,图形坐标变换,缩放、旋转功能,图形跟踪显示功能;自动加工过渡圆弧、任意拐角功能;自动分中功能,具有机械原点找寻功能,实现各段螺距误差进行补偿,具备反向加工、菜单技术、自动编程、数据传输功能;加工时进行图形及程序的即时跟踪,实时显示加工状态,加工速度及加工时间。具有短路、断丝处理功能、停电记忆功能,加工结束自动停机功能等。绝对坐标、增量坐标/相对坐标。

坐标系:增量坐标、绝对坐标(伺服控制时);
图形坐标变换、缩放、旋转功能,图形跟踪显示功能;
直线、圆弧插补功能;
斜度加工功能;
上下异面加工功能;
短路、断丝处理功能;
停电记忆功能,加工结束自动停机功能;
自动对端面、对中心功能;
自动加过渡圆弧功能(任意,拐角功能);
反向加工功能;
菜单技术、自动编程功能;
数据传输;
多刀切割功能;
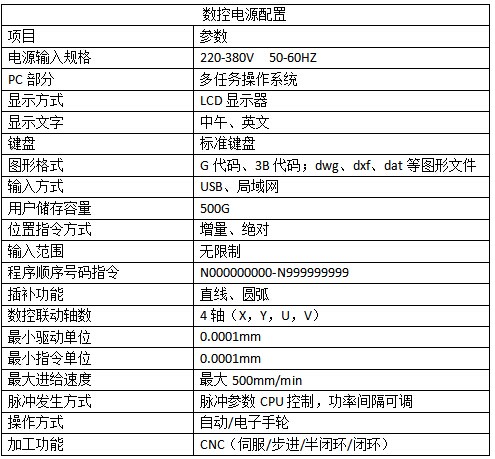
数控系统的配置及其技术性能
CNC的硬件组成:
工业控制PC机: P4以上;
1G内存;
SSD固态硬盘;
15〃液晶彩色显示器;
USB接口、以太网接口;
CNC的软件组成及操作平台:
CNC软件由自动编控系统功能模块组成;
操作平台为Windows XP。
CNC系统的技术性能:
4轴联动;
斜度加工;
CNC系统运行环境:
电压为三相交流380V±(1%-10%),频率50HZ±(1%-2%)
相对湿度控制在:40%~80%
周围环境清洁,不允许有腐蚀性气体和沉淀的灰尘以及加工时尘扬较大的机械设备
20m范围内无振动源或电磁波产生源(如冲床、电焊机等)

1、公司配有专业的教员、专用场地及设备,提供专门为客户编制的培训计划;
2、培训时间为3-5天(操作过所购类型机床者为佳),由卖方提供免费培训;
3、培训地点:在卖方培训部、车间现场进行,有实际操作经验者可于客户交货现场进行;
4、培训内容为:①掌握软件的使用,能够进行正常的生产加工;
②机床的基本操作及注意事项,确保机床的最佳使用效果;
③机床的基本维护,有效提高机床的稳定性和使用寿命。